- La mesure de la viscosité en ligne en temps réel dans la production de carton est essentielle pour un contrôle qualité continu, éviter le gaspillage et optimiser la consommation d'énergie.
- La colle d'amidon présente un comportement rhéologique complexe et sa viscosité n'est pas très stable d'un lot à l'autre. Un instrument de mesure de la viscosité est crucial pour mesurer et optimiser l'application de colle d'amidon tout en garantissant un comportement pseudoplastique et thixotrope cohérent.
- La viscosité est un indicateur important de PSD (Particle Size Distribution) - une propriété qui affecte la flexibilité, la résistance et la facilité d'utilisation.

Marché du carton ondulé – croissance rapide tirée par le commerce électronique
L'industrie du carton ondulé connaît une croissance rapide avec un TCAC de plus de 4 % avec des volumes de plus de 115 millions de tonnes évalués à plus de 176 milliards de dollars en 2019.
Les emballages en carton ondulé sont considérés comme respectueux de l'environnement et durables. Il ne contient que des matières premières naturelles (pâte de bois, colle d'amidon et 80 % de papier recyclé) et est donc 100 % renouvelable, recyclable et biodégradable. Même le processus de traitement et d'impression du carton ondulé est respectueux de l'environnement car les encres sont principalement à base d'eau.
Il existe de nombreux types de boîtes fabriquées par l'industrie du carton ondulé, allant de la micro-cannelure légère aux boîtes multi-parois robustes. Les boîtes en carton économiques et performantes sont un moyen polyvalent d'emballer de nombreux types de produits, y compris des machines, des produits électriques, des fruits et légumes, ainsi qu'un moyen de fournir des informations et de la publicité sur le contenu.
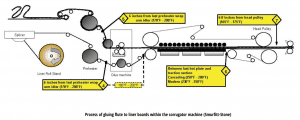
Les boîtes en carton ondulé doivent répondre à de multiples demandes, mais tout commence par la production d'un carton plat et solide sur l'onduleuse.
Aussi important que soit le choix des papiers, l'adhésif et son application sont cruciaux pour obtenir le meilleur carton ondulé en sortie de machine à onduler. Pour être efficaces sur une grande variété de panneaux, les colles doivent être polyvalentes tout en maintenant un collage de qualité et une productivité élevée. L'adhérence entre les doublures et le support doit être forte pour fournir une résistance et un rembourrage afin de protéger le contenu du monde extérieur et permettre à la boîte de conserver son intégrité tout au long de son cycle de vie.
Tous les adhésifs à base d'amidon sont basés sur une propriété particulière de l'amidon : lorsqu'elle est soumise à la chaleur, la suspension d'amidon subit une augmentation extrêmement rapide de la viscosité à mesure que les granules d'amidon gélifient. Cette viscosité élevée, développée à une température critique, conduit au phénomène de tack.
Comme la viscosité correcte est cruciale pour le bon fonctionnement de l'amidon, contrôle de la viscosité peut aider à améliorer la consistance et les performances de ces adhésifs dans de nombreux produits en carton ondulé tels que :
- Caisses d'expédition
- Tôles ondulées
- Marchandisage au détail
- Packs automobile et industriel
- Emballages alimentaires
- Vitrines de produits





Vitrines de produits (Source : BCI)
Quel est le besoin de contrôle de processus dans la production de carton ondulé ?
Après la production de papier, le carton ondulé est la deuxième application mondiale d'amidons non alimentaires, où il est utilisé comme adhésif entre les cannelures et les doublures. De nombreuses colles d'amidon contiennent de l'amidon natif non modifié, ainsi que des additifs tels que le borax et la soude caustique. L'amidon gélatinisé transporte la suspension d'amidon non cuite et empêche la sédimentation. Une telle colle est appelée adhésif SteinHall opaque.
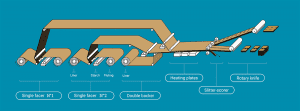
La production d'emballages en carton ondulé moderne | Fefco
La colle est appliquée sur les pointes de cannelure moyennes, après quoi l'autre composant en papier connu sous le nom de doublure est mis en contact et collé. Celui-ci est ensuite séché à haute température, ce qui fait gonfler/gélatiner le reste de l'amidon non cuit dans la colle. Cette gélatinisation fournit la réaction de prise finale faisant de la colle un adhésif rapide et puissant pour la production de carton ondulé.
Livre blanc – Boîte en carton ondulé et amidon (tuthillpump.com)
La qualité et l'intégrité du produit à l'intérieur de la boîte reposent sur la stabilité de l'emballage. Et la capacité d'une boîte à protéger le contenu à l'intérieur dépend souvent de la force et de la bonne application de l'adhésif.
Les solutions de contrôle de la viscosité de l'application d'amidon aident à garantir que chaque lot d'adhésif a la bonne consistance et qu'il est appliqué dans les bonnes quantités et positions lors du collage des cannelures sur les doublures. Un viscosimètre en ligne est utilisé pour optimiser et maintenir systématiquement l'épaisseur d'amidon correcte pour la couche adhésive.
Les problèmes suivants peuvent survenir dans votre processus de fabrication de carton si vous utilisez des méthodes de mesure manuelle de la viscosité ou d'autres approches qui ne contrôlent pas correctement la viscosité :
- Planche souple
- Trace de colle épaisse
- Aspect planche à laver
- Ondulations inclinées
- Adhérence tachetée
- Bords lâches
- boursouflures
- Composants non collés
- Élinguer ou dribbler
Mesures manuelles de la viscosité à l'aide d'un godet dans l'atelier de production
Importance du contrôle de viscosité et de densitéoring et contrôle pour garantir une adhérence de l'amidon de haute qualité
La production de carton ondulé dépend fortement de l'adhérence, qui a le plus grand impact sur sa qualité. C'est la qualité de la colle d'amidon qui détermine finalement la qualité de l'adhérence. La viscosité est une mesure importante de la colle d'amidon, et la quantité de viscosité affecte directement l'adhérence des cartons ondulés. Une viscosité stable est le seul moyen d'assurer de bonnes propriétés d'adhérence de la colle d'amidon.
Composants et production de colles à base d'amidon
Lorsque la viscosité de l'amidon/adhésif est en dehors de la plage optimale, cela crée des imperfections et réduit la qualité des produits intermédiaires et finaux. Un adhésif suffisamment visqueux empêchera l'imprégnation des blanchets et papiers, améliorant ainsi leur qualité.
La plupart des recettes de colle d'amidon pour plantes en carton ondulé se composent de :
- Amidon
- Borax
- Caustique
- Eau
Ces ingrédients sont mélangés et chauffés pour atteindre une viscosité cible. Les facteurs affectant la viscosité de l'amidon sont le type et la qualité de l'amidon, le dosage de l'oxydant et le temps d'oxydation, la température d'oxydation, le dosage du gélifiant NaOH (hydroxyde de sodium), le dosage du borax, le rapport eau et la température de stockage, le temps et l'environnement. Avec autant de paramètres et de composants à obtenir lors de la production/formulation de l'amidon, il est rapidement rentable de surveiller le produit final (amidon) pour assurer la cohérence du lot.
La viscosité est un indicateur important de la répartition granulométrique. Les changements dans la distribution granulométrique peuvent affecter des propriétés telles que la densité, la rhéologie et l'épaisseur de la couche. Les propriétés liées à la distribution granulométrique dans l'amidon sont, par exemple, la flexibilité, résistance et facilité d'utilisation du carton (ondulé).
La colle d'amidon appartient à la famille des produits polymères. Il existe deux types de polymères de glucose dans l'amidon : l'amylose linéaire et hélicoïdale et l'amylopectine ramifiée. Selon la plante, l'amidon contient 20 à 25 % d'amylose et 75 à 80 % d'amylopectine. Étant donné que les fractions d'amylose ne sont pas vraiment solubles dans l'eau, elles finissent par former des agrégats cristallins par liaison hydrogène – un processus appelé rétrogradation ou recul, qui rend la viscosité instable. Il présente un comportement rhéologique complexe. Moniteur de viscosité en ligneoring peut détecter lorsque la formulation d'amidon est mauvaise ou n'est pas optimale pour l'application.
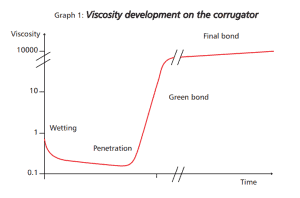
Le graphique 1 illustre l'évolution de la viscosité d'une colle à base d'amidon après son application sur les pointes de flûte et sa mise en contact avec le liner. (Source : Roquette)
Pourquoi automatiser l'inspection des matériaux entrants et l'application d'adhésifs, de colles, de pâtes et d'adhésifs thermofusibles ?
Il existe de nombreux types d'adhésifs différents, y compris les liquides visqueux, les pâtes, les solides cristallins et amorphes. De plus, les adhésifs sont généralement conditionnés dans des cartouches, des seaux, des fûts, des bacs, des pastilles et des blocs. Il est essentiel pour un processus de production d'avoir un flux constant d'adhésif du conteneur d'adhésif vers l'équipement de distribution pour qu'il continue de fonctionner. Les adhésifs thermofusibles sont solides à température ambiante, ils sont donc généralement retirés manuellement des boîtes par ramassage, puis ajoutés à l'équipement de fusion pour être dispersés pendant le processus de fusion.
Si elle n'est pas soigneusement surveillée, la manipulation manuelle crée des tâches supplémentaires pour les opérateurs, présente un risque de contamination pendant la manipulation et laisse ouverte la possibilité de déversements ou même de temps d'arrêt du processus. Une consommation régulière de colles thermofusibles minimise également l'historique thermique de l'adhésif, ce qui permet des performances et une qualité maximales dans le processus de production.
Avantages de l'automatisation de la viscosité dans le processus de carton ondulé
Les solutions qui automatisent la distribution d'adhésif gagnent en popularité à mesure que de plus en plus de fabricants réalisent les avantages et le retour sur investissement rapide, notamment :
- Rendement : La nature très précise de l'équipement automatisé garantit que la bonne quantité d'adhésif est fournie pour répondre à la demande du processus.
- Fiabilité: Les alimentateurs automatisés assurent un flux constant de l'adhésif correct vers la ligne de production, indépendamment des modèles d'équipes, des temps d'arrêt et des vitesses de production. Un système intrinsèquement fermé évite également les contaminants, réduit les déchets et minimise la maintenance de l'équipement.
- Sécurité: En utilisant des systèmes d'alimentation automatique et en éliminant la manipulation manuelle des adhésifs thermofusibles, vous réduisez l'exposition potentielle aux matériaux et équipements à haute température.
- Coûts d'exploitation réduits : Moins de temps passé par l'opérateur à la surveillanceoring et remplir les réservoirs d'adhésif avec moins de risques d'erreurs ou de temps d'arrêt.
- Numérisation: Surveillance de l'équipementoring Les capteurs fournissent des données de processus supplémentaires permettant l'optimisation et l'identification des problèmes pour améliorer l'efficacité.
Rheonics' solutions pour le contrôle qualité et l'assurance de la colle d'amidon dans les emballages
La mesure et le contrôle automatisés de la viscosité en ligne sont essentiels pour contrôler la viscosité pendant le processus de fabrication et garantir que les caractéristiques critiques sont pleinement conformes aux exigences sur plusieurs lots, sans avoir à recourir à des méthodes de mesure hors ligne et à des techniques de prélèvement d'échantillons. Rheonics propose les solutions suivantes pour le contrôle et l'optimisation des processus,
Viscosimètres et densimètres
- En ligne Viscosité des mesures: Rheonics» SRV est un appareil de mesure de viscosité en ligne à large gamme capable de détecter les changements de viscosité dans n'importe quel flux de processus en temps réel.
- En ligne Viscosité et densité des mesures: Rheonics» SRD est un instrument de mesure simultanée de la densité et de la viscosité en ligne. Si la mesure de densité est importante pour vos opérations, SRD est le meilleur capteur pour répondre à vos besoins, avec des capacités opérationnelles similaires au SRV ainsi que des mesures de densité précises.
Intégré, clé en main qualité gestion
Rheonics propose une solution intégrée clé en main pour la gestion de la qualité composée de :
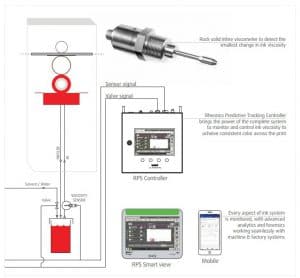
- En ligne Viscosité des mesures: Rheonics' SRV - un appareil de mesure de viscosité en ligne à large plage avec mesure intégrée de la température du fluide
- Rheonics Process Monitor: une avancée contrôleur de suivi prédictif pour surveiller et contrôler en temps réel les variations des conditions de processus
- Rheonics RhéoPulse avec automatique doser: Un système autonome de niveau 4 qui n'assure aucun compromis avec les limites de viscosité définies et active automatiquement les vannes de dérivation ou les pompes pour doser de manière adaptative les composants du mélange
Le capteur SRV est situé en ligne de sorte qu'il mesure en continu la viscosité (et la densité en cas de SRD). Les alertes peuvent être configurées pour informer l'opérateur de l'action nécessaire ou l'ensemble du processus de gestion peut être entièrement automatisé avec RPTC (Rheonics Contrôleur de suivi prédictif). L'utilisation d'un SRV dans une ligne de processus de fabrication entraîne une amélioration de la productivité, des marges bénéficiaires et permet d'atteindre la conformité réglementaire. Rheonics Les capteurs ont un format compact pour une installation simple en OEM et en rénovation. Ils ne nécessitent aucune maintenance ni reconfiguration. Les capteurs offrent des résultats précis et reproductibles, quels que soient la manière et l'endroit où ils sont montés, sans nécessiter de chambres spéciales, de joints en caoutchouc ou de protection mécanique. N'utilisant aucun consommable et ne nécessitant pas de réétalonnage, les SRV et SRD sont extrêmement faciles à utiliser, ce qui se traduit par des coûts de fonctionnement extrêmement faibles sur leur durée de vie.
Une fois l’environnement du processus établi, peu d’efforts sont généralement nécessaires pour maintenir l’intégrité et la cohérence des systèmes – les opérateurs peuvent compter sur un contrôle strict avec Rheonics solution de gestion de la qualité de la production.
Montres Rheonics SRV en action sur une plastifieuse utilisant un adhésif à base d'eau
Conception et technologie de capteur supérieures
Une électronique sophistiquée et brevetée constitue le cerveau de ces capteurs. SRV et SRD sont disponibles avec des raccords de processus standard de l'industrie comme ¾" NPT, DIN 11851, bride et Tri-clamp permettant aux opérateurs de remplacer un capteur de température existant dans leur ligne de traitement par SRV/SRD fournissant des informations très précieuses et exploitables sur le fluide de traitement, comme la viscosité, en plus d'une mesure précise de la température à l'aide d'un Pt1000 intégré (DIN EN 60751 Classe AA, A, B disponible) .
Électronique construite pour répondre à vos besoins
Disponible dans un boîtier de transmetteur et un montage sur rail DIN petit format, l'électronique du capteur permet une intégration facile dans les lignes de processus et à l'intérieur des armoires d'équipement des machines.


Facile à intégrer
Les multiples méthodes de communication analogiques et numériques implémentées dans l'électronique du capteur permettent une connexion simple et directe à des automates industriels et à des systèmes de contrôle.
Options de communication analogique et numérique

Options de communication numérique en option

Conformité ATEX et IECEx
Rheonics propose des capteurs intrinsèquement sûrs certifiés ATEX et IECEx pour une utilisation dans des environnements dangereux. Ces capteurs répondent aux exigences essentielles de santé et de sécurité liées à la conception et à la construction d'équipements et de systèmes de protection destinés à être utilisés en atmosphères potentiellement explosives.
Les certifications intrinsèquement sûres et antidéflagrantes détenues par Rheonics permet également la personnalisation d'un capteur existant, permettant ainsi à nos clients d'éviter le temps et les coûts associés à l'identification et au test d'une alternative. Des capteurs personnalisés peuvent être fournis pour les applications nécessitant une unité jusqu'à des milliers d'unités ; avec des délais de plusieurs semaines contre plusieurs mois.


Implémentation
Installez directement le capteur dans votre flux de processus pour effectuer des mesures de viscosité et de densité en temps réel. Aucune ligne de dérivation n'est requise: le capteur peut être immergé en ligne; le débit et les vibrations n'affectent pas la stabilité et la précision de la mesure. Optimisez les performances de mélange en fournissant des tests répétés, consécutifs et cohérents sur le fluide.
Rheonics Contrôleur SRV et RPS déployés dans une presse à plastifier





Rheonics Sélection des instruments
Rheonics conçoit, fabrique et commercialise des systèmes innovants de détection et de surveillance des fluidesoring systèmes. Construit avec précision en Suisse, RheonicsLes viscosimètres et densimètres en ligne ont la sensibilité exigée par l'application et la fiabilité nécessaire pour survivre dans un environnement d'exploitation difficile. Résultats stables – même dans des conditions de débit défavorables. Aucun effet de chute de pression ou de débit. Il convient également aux mesures de contrôle qualité en laboratoire. Pas besoin de modifier un composant ou un paramètre pour mesurer sur toute la plage.
Produit (s) suggéré (s) pour l'application
- Large plage de viscosité - surveillez le processus complet
- Mesures répétables dans les fluides newtoniens et non newtoniens, fluides monophasés et multiphasés
- Pièces mouillées 316L entièrement en acier inoxydable hermétiquement scellées
- Mesure de la température du fluide intégrée
- Facteur de forme compact pour une installation simple dans des lignes de processus existantes
- Facile à nettoyer, aucun entretien ni reconfiguration nécessaire
- Instrument unique pour la mesure de la densité de process, de la viscosité et de la température
- Mesures répétables dans les fluides newtoniens et non newtoniens, les fluides monophasés et multiphasés
- Construction entièrement en métal (acier inoxydable 316L)
- Mesure de la température du fluide intégrée
- Facteur de forme compact pour une installation simple dans des tuyaux existants
- Facile à nettoyer, aucun entretien ni reconfiguration nécessaire



