
ASI Magazine : Surveillance en temps réeloring des propriétés des adhésifs et des mastics
Surveillance en temps réeloring des propriétés adhésives et masticantes
Nouveaux instruments pour les applications en ligne et de production
Un réglage correct des caractéristiques d'écoulement des mastics et des adhésifs thermodurcissables est crucial pour leurs performances dans des environnements de production hautement automatisés et à grande vitesse.
L'application automatisée de scellants et d'adhésifs dans, par exemple, la production automobile nécessite que des quantités prévisibles et reproductibles soient appliquées, et qu'elles s'écoulent correctement et restent en place pendant la période de prise finale. Dans l'industrie de l'imprimerie, le laminage des films plastiques est effectué sur des machines spécialisées à grande vitesse qui nécessitent un contrôle étroit de la viscosité de l'adhésif. Les résines qui sont appliquées aux textiles en fibres et aux nattes pour fabriquer des préimprégnés composites nécessitent une mise en scène exacte de la résine de la matrice.
Les caractéristiques d'écoulement des mastics et des adhésifs sont traditionnellement mesurées au moyen d'un rhéomètre, un instrument de laboratoire de précision et délicat qui nécessite un opérateur qualifié pour donner des résultats précis et cohérents. Les mesures au rhéomètre prennent du temps, limitant leur utilisation aux composants de résine avant le mélange et, dans le cas de systèmes à durcissement lent, peu de temps après le mélange. Et enfin, les résultats des tests rhéométriques en laboratoire sont souvent d'une utilité limitée dans le cadre de la production.oring, car ils donnent un aperçu du passé plutôt que de l'état actuel du matériau appliqué.
Les viscosimètres basés sur des éléments vibrants offrent une alternative viable aux mesures rhéométriques. Ils donnent des lectures rapides et cohérentes et sont particulièrement adaptés aux installations en ligne. Les capteurs résonants peuvent être installés directement dans les lignes de traitement transportant des produits d'étanchéité, des adhésifs ou d'autres fluides, et peuvent être utilisés pour surveiller les caractéristiques du fluide en écoulement ou peuvent être connectés à des systèmes de contrôle qui ajustent dynamiquement les caractéristiques d'écoulement du fluide par l'ajout de diluants ou autres additifs. Un tel contrôle par rétroaction de la viscosité du processus est une méthode bien connue et éprouvée pour, par exemple, maintenir la précision des couleurs pendant les longs tirages à grande vitesse dans les usines d'impression flexographique et hélio. [1]
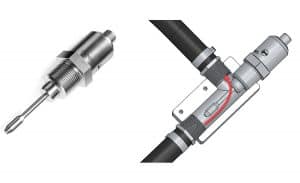
Figure 1. Viscosimètre en ligne (à gauche) et installé dans un adaptateur de ligne de débit pour les applications en ligne.
Les adhésifs et les mastics représentent un défi supplémentaire pour la mesure et le contrôle de la viscosité en raison de leurs caractéristiques d'écoulement hautement non newtoniennes. Un fluide newtonien affiche la même viscosité quelle que soit la vitesse de rotation d'un instrument rotatif, tel qu'un rhéomètre ou un viscosimètre. Les fluides non newtoniens sont sensibles au cisaillement - leur viscosité mesurée dépend de la vitesse de rotation d'un rhéomètre rotatif ou des caractéristiques vibratoires d'un dispositif basé sur un résonateur mécanique.
Le comportement dépendant du cisaillement est essentiel pour la plupart des adhésifs et mastics. Ils doivent s'écouler librement lorsqu'ils sont appliqués sur le support, mais doivent rester en place jusqu'à ce qu'ils soient complètement pris, sans s'affaisser ni couler du joint. De tels matériaux ne dépendent pas seulement du taux de cisaillement, mais peuvent nécessiter une certaine force pour les faire bouger. Ils se comportent comme des solides lorsqu'ils ne sont pas perturbés, mais lorsqu'un certain contrainte de rendement est dépassé, ils coulent comme des liquides. Et ils peuvent dépendre du temps, ou thixotrope, restant fluides après leur cisaillement et ne revenant à la forme solide qu'après un certain temps de récupération.
Les rhéomètres (et dans une moindre mesure les viscosimètres rotatifs) sont capables de donner toute une série de mesures qui peuvent complètement caractériser le comportement de fluides non newtoniens même complexes dans un environnement de laboratoire. L'interprétation des données rhéométriques pour prédire le comportement réel de ces matériaux complexes est difficile et souvent difficilement applicable aux processus industriels. D'autre part, les capteurs reposant sur des éléments vibrants génèrent point unique des mesures; ils lisent une viscosité apparente à une valeur unique du taux de cisaillement qui est souvent nettement supérieure aux taux de cisaillement utilisés dans les instruments rotatifs. Pour cette raison, les mesures effectuées sur des fluides non newtoniens avec des viscosimètres résonants ne concordent généralement pas avec celles des instruments rotatifs. Malgré cette différence de viscosités indiquées entre les deux types d'instruments, les viscosimètres vibratoires se sont révélés utiles pour le contrôle.oring et contrôle de la viscosité des fluides hautement non newtoniens.
Il existe deux domaines d'application dans lesquels la commodité et la robustesse des viscosimètres vibratoires les rendent idéaux pour la surveillance.oring et le contrôle des adhésifs et des produits d'étanchéité. Le premier est le moniteur de viscosité en ligneoring pour les applicateurs. La seconde est la surveillance du traitementoring pour les opérations par lots dans lesquelles il est essentiel de détecter quand un lot mélangé de matériaux approche la fin de sa durée de vie en pot.
Moniteur de viscosité en ligneoring pour applicateurs
Les mastics doivent couler librement pendant le processus d'application, mais ne doivent pas couler ou s'affaisser après l'application avant d'avoir complètement durci. Cela nécessite que la viscosité effective du matériau soit fortement dépendante du cisaillement, ayant une faible viscosité sous les taux de cisaillement élevés qui se produisent dans les lignes desservant l'applicateur et dans la buse de l'applicateur elle-même, et une viscosité élevée, voire une limite d'élasticité après distribution .
Malgré l'importance des caractéristiques d'écoulement des adhésifs et des mastics, en particulier dans le cas de la distribution et de l'application automatiques à grande vitesse, il existe peu ou pas d'informations disponibles sur l'instrumentation en ligne appliquée pour surveiller ou contrôler la consistance de l'adhésif et du mastic.
Rheonics a installé des viscosimètres en ligne SRV dans une presse à plastifier à grande vitesse dans laquelle le contrôle de la viscosité est essentiel. L'opérateur de la presse a essayé des viscosimètres rotatifs pour le contrôleoring la viscosité de l'adhésif, mais l'encrassement des pièces rotatives par l'adhésif séché rendait leur utilisation peu pratique. Actuellement, des coupelles d'efflux sont utilisées pour le contrôle de la viscosité.oring, mais celles-ci sont particulièrement imprécises et ne constituent pas une mesure véritablement en ligne. Leur utilisation prend du temps, rend les mesures fréquentes peu pratiques et permet donc des fluctuations plus importantes que souhaitées de la viscosité, et donc des caractéristiques d'écoulement de l'adhésif de stratification. Le problème est aggravé dans les machines de laminage à grande vitesse car le rouleau d'application fonctionne généralement dans un bac ouvert d'adhésif, à partir duquel le solvant s'évapore constamment, comme le montre l'illustration suivante :

Figure 2. Réservoir d'adhésif dans une machine à plastifier à grande vitesse.
Comme dans le cas des encres d'impression dans les machines flexographiques et hélio, cette évaporation progressive augmente progressivement la viscosité du support, nécessitant un dosage périodique de solvant pour stabiliser le support à une viscosité presque constante, assurant une application correcte tout au long de longs tirages à grande vitesse.
Les capteurs de viscosité vibratoire sont dotés de résonateurs qui fonctionnent généralement à des fréquences allant de plusieurs centaines de hertz à des dizaines de kilohertz, selon le principe de fonctionnement particulier. Bien qu'il ne soit pas possible de déterminer le taux de cisaillement réel, la plage des taux de cisaillement est élevée, égale ou supérieure à celles trouvées dans l'équipement de distribution. Pour cette raison, les capteurs de viscosité vibratoire sont utiles pour surveilleroring la consistance de l'adhésif et comment il agira pendant l'opération de distribution.
Les viscosimètres vibratoires fonctionnent en mesurant l'amortissement d'une vibration induite dans un résonateur mécanique immergé dans le fluide. Les résonateurs utilisés dans les viscosimètres vibratoires se répartissent en deux catégories générales, ceux qui vibrent transversalement, tels que les diapasons et les poutres en porte-à-faux, et ceux qui vibrent en torsion. Les résonateurs de torsion sont particulièrement avantageux pour mesurer les viscosités plus élevées souvent rencontrées avec les mastics et les adhésifs, car les vibrations transversales ont tendance à être plus fortement amorties par les fluides à haute viscosité. Les résonateurs de torsion ont également tendance à être moins sensibles à leur proximité avec les parois des tuyaux et autres récipients, ce qui rend les options d'installation plus flexibles. Lorsque les viscosités doivent être mesurées en ligne avec un système d'application, la compacité mécanique peut être avantageuse, car les conduites d'écoulement sont souvent de petit diamètre avec des débits relativement faibles par rapport à d'autres applications de procédé. Étant donné que les capteurs vibratoires ont tendance à produire des forces de réaction dans leur montage qui peuvent influencer leur sensibilité, les capteurs vibratoirement équilibrés sont particulièrement exempts des influences environnementales qui affectent les résonateurs déséquilibrés. Rheonics Le viscosimètre en ligne SRV est basé sur ce résonateur breveté équilibré en torsion. [2]
Monitoring le degré de durcissement des adhésifs mélangés en lots
Un autre domaine d'intérêt important dans l'adhésif est le monitoring du degré de durcissement des adhésifs et des résines. Ceci est important dans les applications d'adhésifs pour déterminer si un lot particulier de matériau a atteint les propriétés mécaniques nécessaires, plutôt que de se fier uniquement aux spécifications des fabricants et à l'ajustement des paramètres du processus. Il est important dans les opérations de moulage de déterminer quand il est sûr de démouler la pièce durcie, et dans la fabrication de composites de déterminer quand une pièce stratifiée est complètement durcie.
De nombreuses méthodes ont été publiées pour monitoring degré de durcissement, mais la plupart reposent sur des mesures indirectes, telles que des caractéristiques électriques ou optiques, plutôt que sur des mesures directes des propriétés mécaniques. Des méthodes expérimentales par ultrasons sont disponibles, mais elles ont tendance à être limitées à de très petits échantillons dans des conditions étroitement contrôlées, car l'atténuation des ondes ultrasonores peut être assez importante pendant les processus de durcissement[3]. En outre, les mesures par ultrasons sont généralement effectuées dans la gamme de fréquences mégahertz, ce qui, pour les matériaux non newtoniens, peut ne pas refléter leur comportement à des vitesses de déformation plus proches de celles trouvées dans leurs applications réelles.
Un appareil, le Rheonics CureTrack™, est actuellement testé par Rheonics GmbH. Il prédit la gélification dans des lots d’adhésifs et de mastics prémélangés. La figure 2 ci-dessous montre un instrument CureTrack, avec son utilisation dans un essai en laboratoire.

Figure 3. Instrument CureTrack avec gros plan du tube d'échantillon et de la pointe de l'aiguille
Le dispositif CureTrack est basé sur un Rheonics Capteur de viscosité SRV avec un cône Luer sur sa pointe pour permettre de connecter une aiguille de dosage jetable conventionnelle pour étendre son élément sensible. En utilisant une extension jetable, le capteur lui-même n'est pas exposé à l'adhésif ; l'aiguille peut simplement être détachée et jetée avec le matériau gélifié ou durci.
Le CureTrack sort deux nombres : l'amortissement et la fréquence du résonateur de l'instrument. L'amortissement dépend de la viscosité du matériau, tandis que la fréquence dépend de sa rigidité. La sortie du CureTrack donne donc un instantané du comportement viscoélastique du matériau au cours de ses processus de gélification et de durcissement.
Figues. 3 et 4 montrent les courbes de durcissement de deux systèmes époxy différents, telles qu'enregistrées par le CureTrack. Le premier est un adhésif époxy grand public avec un durcisseur à base de thiol, Pacer Technology PT39 Z-Poxy 30 Minute Epoxy. Ceci est spécifié comme ayant un temps de durcissement de 30 minutes et est généralement vendu dans les magasins de loisirs pour la construction de modèles. La seconde est la résine Axson Epolam 2017 avec durcisseur Epolam 2018, un système de durcissement aux amines utilisé pour les composites stratifiés humides. Le temps de gélification évalué est de 6 heures à un rapport pondéral résine/durcisseur de 100:30 à 23 °C dans un processus de stratification, dans lequel la grande surface limite le chauffage exothermique et l'accélération du processus de durcissement
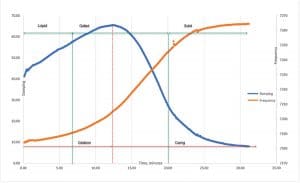
Figure 4. Courbes de durcissement CureTrack d'un adhésif époxy grand public à durcissement rapide Pacer Pt39 Z-Poxy. Le tracé montre l'amortissement et la fréquence du CureTrack avec les phases liquide, gélifiée et solide de l'adhésif.
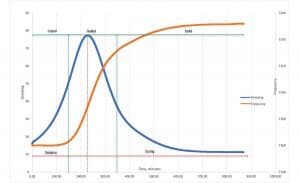
Figure 5. Courbes de durcissement CureTrack d'une résine de stratification époxy à durcissement lent Résine Epolam 2017 avec durcisseur 2018 dans un rapport pondéral 100:30. Le tracé montre les phases liquide, gélifiée et solide de la résine.
Le principal indicateur d'une gélification imminente est donc une augmentation rapide de la viscosité indiquée, suivie d'une augmentation de la fréquence de résonance du résonateur du capteur.
Ces courbes montrent deux processus distincts et trois régions.
Les processus sont la gélification et le durcissement. La gélification est le processus caractérisé par un amortissement croissant et une fréquence croissante, reflétant une augmentation à la fois de la viscosité et de la rigidité de la résine. Le matériau passe d'un état liquide à un état gélifié. Le durcissement, caractérisé par une diminution de l'amortissement et une augmentation de la rigidité, est le processus suivant la gélification, qui transforme le matériau d'une masse collante très visqueuse en un solide rigide. Ces processus définissent également trois états par lesquels le matériau se déplace pendant la gélification et le durcissement :
- Une région liquide, dans laquelle la rigidité du matériau est très faible, ce qui se reflète dans la fréquence faible et relativement constante du résonateur du CureTrack. Dans cette région, la viscosité est également relativement faible, indiquée par la faible valeur d'amortissement.
- Région gélifiée, dans laquelle à la fois la rigidité et l'amortissement du matériau augmentent rapidement. Le matériau dans cette région est collant - il a une viscosité élevée qui atteint un maximum, indiquant le pic du processus de gélification avant que la solidification ne s'installe. Il devient plus rigide, formant une masse caoutchouteuse avant le durcissement final.
- Région solide. L'amortissement a de nouveau diminué à une valeur faible et relativement constante. Le résonateur produit maintenant principalement un cisaillement élastique du matériau, avec peu de dissipation due aux forces visqueuses.
Les deux séries de courbes illustrent la capacité du CureTrack à détecter le début du processus de gélification, ainsi qu'à fournir des données quantitatives permettant de suivre l'ensemble du processus de durcissement.
Shimkin a publié un excellent article examinant l'état du moniteur de durcissement des adhésifsoring. Il conclut que même si un certain nombre de méthodes de surveillanceoring Si l'on dispose de temps de gélification, il y a à la fois un manque de base d'instruments commerciaux, ainsi qu'un manque général de normes, et donc d'accord entre les différentes méthodes de mesure.
La plupart des méthodes discutées par Shimkin sont indirectes, telles que l'analyse diélectrique, en ce sens qu'elles mesurent une propriété du système de résine qui est corrélée à ses propriétés mécaniques, mais ne mesurent pas directement les propriétés qui sont fonctionnellement importantes dans l'application de la résine. système. En ce sens, toute technologie de mesure qui mesure directement des propriétés telles que la gélification et la solidification fournit un retour immédiat et direct sur l'état de la résine.
Applications de la technologie CureTrack
La mesure directe des propriétés mécaniques d'un système de résine a des applications à la fois en laboratoire et en usine, où les résines sont mélangées, appliquées et durcies dans un environnement de production.
En laboratoire, un outil d'analyse mécanique robuste tel que la technologie CureTrack peut être utilisé à la fois pour la recherche et le développement et pour le contrôle qualité. Dans le laboratoire de R&D, il peut être utilisé pour analyser les propriétés de durcissement de nouvelles résines et formulations. Sa simplicité et l'utilisation d'éléments de détection peu coûteux et jetables permettent d'analyser de manière économique un grand nombre d'échantillons sans risquer d'endommager des capteurs coûteux ou de nécessiter un nettoyage approfondi et fastidieux des résidus difficiles à éliminer. À des fins de contrôle qualité, les échantillons de résine mélangée peuvent être surveillés en laboratoire sans préparation ni nettoyage fastidieux.
De même, à des fins de contrôle qualité, la robustesse de la technologie peut faire bouger les choses.oring de lots de production mixtes vers l'usine, au lieu de devoir prélever des échantillons pour les analyser en laboratoire. Des instruments tels que le CureTrack peuvent être insérés directement dans un seau de résine pour surveiller son état au fur et à mesure de la production et pour émettre une alarme lorsque la gélification est imminente. Tout matériau restant doit être éliminé avant qu'il ne se solidifie.
Le développement futur de la technologie se concentrera également sur le moniteuroring gélification dans des scénarios de production réels. Par exemple, la pointe de la sonde peut être mise en contact avec la surface d'un revêtement infusé de résine pour surveiller l'état du matériau de la matrice. La pointe de la sonde peut également être insérée à une profondeur contrôlée dans un composant moulé coulé et retirée à mesure que la gélification s'installe.
La température étant un facteur essentiel pour déterminer les taux de durcissement, CureTrack a inclus un capteur de température qui mesure la température à la pointe de la sonde. Il peut mesurer la température exactement là où la gélification et le durcissement sont mesurés, permettant à la fois de surveilleroring la température de la résine et le suivi de la production de chaleur pendant le processus de durcissement.
Bibliographie
- Des liens vers des informations sur l'utilisation de la viscosimétrie en ligne pour les applications d'impression peuvent être trouvés dans https://rheonics.com/solutions/
- https://rheonics.com/products/inline-viscometer-srv/
- Matériaux 2013, 6, 3783-3804 ; doi:10.3390/ma6093783 matériaux ISSN 1996-1944 www.mdpi.com/journal/materials Review Monitoring l'état de durcissement des résines thermodurcissables par ultrasons Francesca Lionetto et Alfonso Maffezzoli
- ISSN 1070-3632, Russian Journal of General Chemistry, 2016, Vol. 86, n° 6, p. 1488-1493. Pleiades Publishing, Ltd., 2016. Texte original russe AA Shimkin, 2014, publié dans Rossiiskii Khimicheskii Zhurnal, 2014, Vol. 58, nos 3-4, p. 55-61.
Auteurs
Dr Joe Goodbread
Dr Sunil Kumar
Vue d’ensemble
Magazine axé sur l'industrie des adhésifs et des produits d'étanchéité – ASI publie un article de fond couvrant le Rheonics viscosimètre en ligne SRV et Rheonics CureTrack™, actuellement testé par Rheonics. L'article traite de la technologie et des principes de fonctionnement avec un accent particulier sur la R&D, les scénarios de production réels et les objectifs de contrôle qualité pour les applications industrielles des adhésifs et des mastics.
Trouvez le lien vers la publication.
Note d'application connexe

Viscosité et rhéologie des mastics et adhésifs dans la formulation, les tests et l'application
Les adhésifs et les mastics sont largement utilisés pour joindre, protéger et sceller les systèmes dans la construction, la fabrication et la maintenance. Cette industrie est confrontée à des défis en raison de la limitation des matières premières (réserve de pétrole) et de l'impact négatif des composés synthétiques sur…
{kind=link}

